Hartlöten unter Vakuum.
Din 8505.
Anwendungsschwerpunkt ist das Fügen von Stählen, Nickel- und Cobaltlegierungen, z. B. im Formenbau, im Gasturbinenbau und in der Vakuumtechnik.
In der DIN 8505 wird das Löten als ein thermisches Verfahren zum stoffschlüssigen Fügen und Beschichten von Werkstoffen definiert, wobei eine flüssige Phase durch Schmelzen eines Lotes (Schmelzlöten) oder durch Diffusion an den Grenzflächen (Diffusionslöten) entsteht. Die Schmelztemperatur der Grundwerkstoffe wird dabei nicht erreicht. Je nach Höhe der Liquidustemperatur, bei der das Lot vollständig flüssig ist, unterscheidet man zwischen Weichlöten WL (unter 450 °C), Hartlöten HL (über 450 °C) und Hochtemperaturlöten HTL (über 900 °C).
Beim Hart- und Hochtemperaturlöten im Vakuum werden Lötverbindungen mit hohen Füllgraden und sehr geringen Poren- und Lunkeranteilen erreicht. In vielen Fällen entspricht die Nahtfestigkeit der Festigkeit der Grundwerkstoffe. Die Festigkeit der Lötverbindung hängt unter anderem von der Konstruktion, von der Kombination der zu verbindenden Werkstoffe, von der Lotauswahl sowie der Prozessführung ab. Hierzu beraten wir Sie gerne.
Vorteile von
Hartlöten unter Vakuum.
- Verbindungen von ungleichen Materialien mit unterschiedlichen physikalischen / chemischen Eigenschaften möglich
- Verbinden mehrerer Fügestellen in einem Lötprozess möglich
- Festigkeiten der Lötverbindung im Bereich der Festigkeit der Grundwerkstoffe
- Kein Flussmittel notwendig
- Geringe oder keine Nachbehandlung notwendig
- Reproduzierbare Qualität
- Großflächige Lötverbindungen können in höchster Güte und Dichtheit hergestellt werden (wir haben bereits Flächenlötungen von L x B: 1.000 x 600 mm realisiert.)
ANLASSOFEN FÜR WÄRMEBEHANDLUNGEN.
In unserem Anlassofen können wir Wärmebehandlungen unter Atmosphäre, sowie unter Schutzgas, bis zu einer maximalen Temperatur von 850°C durchführen. U.a. gehören das Anlassen gehärteter Bauteile, Spannungsarmglühen, Normalisieren und Auslagern zu unseren Leistungen.
In dem Luftumwälzofen lassen sich programmgesteuerte Prozesse, bei Bedarf mittels Temperaturmessung mit Thermoelement im Bauteil durchführen. Die digitale Dokumentation der Prozesse, sowie der Fernzugriff auf die Ofensteuerung sind natürlich möglich.
VERBINDUNG UNTERSCHIEDLICHER WERKSTOFFE.
Mit Hilfe der Löttechnik ist aber auch das Verbinden von unterschiedlichen Werkstoffen möglich, was eine weitere entscheidende Abgrenzung und ein erheblicher Vorteil gegenüber der Schweißtechnik ist. Üblich sind z.B. folgende Werkstoffkombinationen:
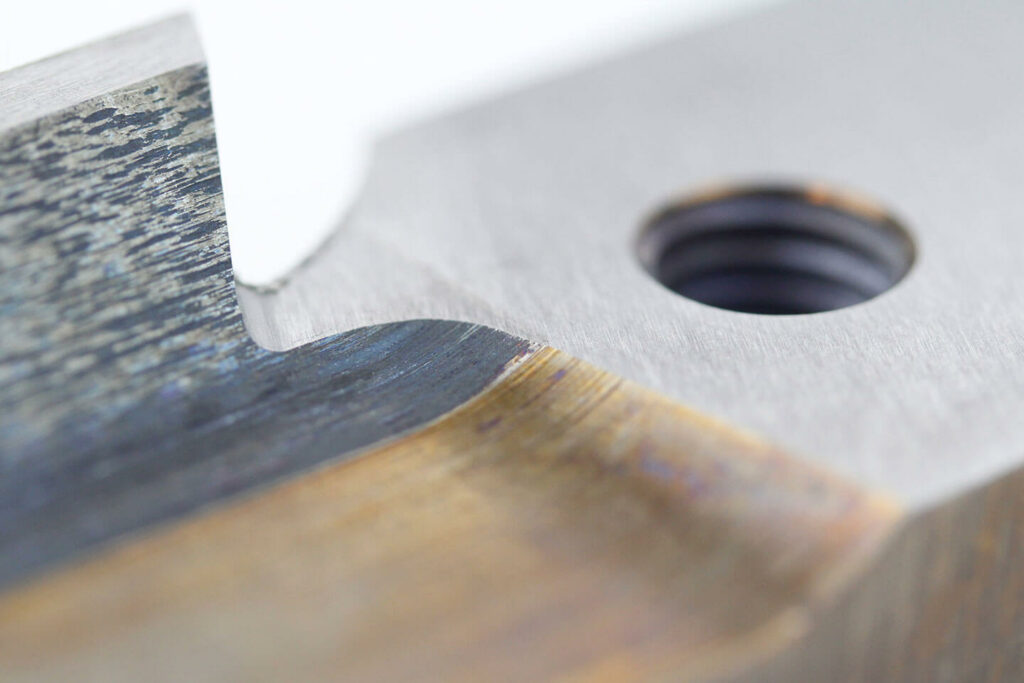
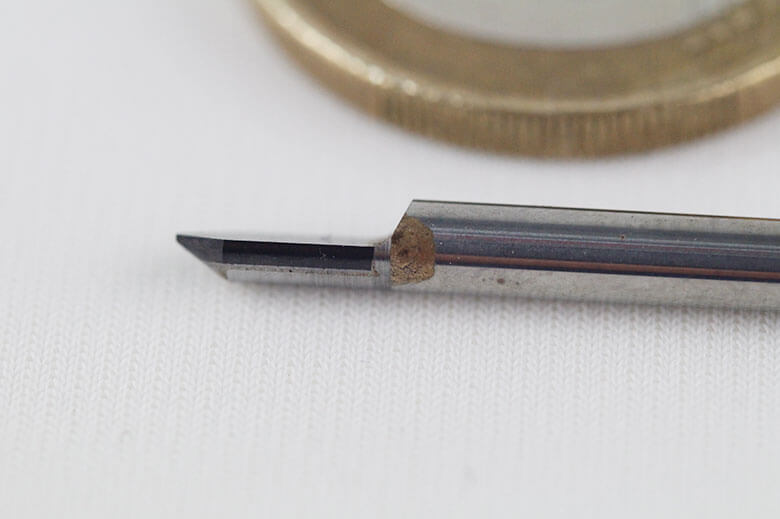
Verschleißschutz.
- Hartmetall und Stahl
- CBN und Stahl
- PKD und Stahl
- Ferrotitanit und Stahl
Elektronik.
- Kupfer und Keramik
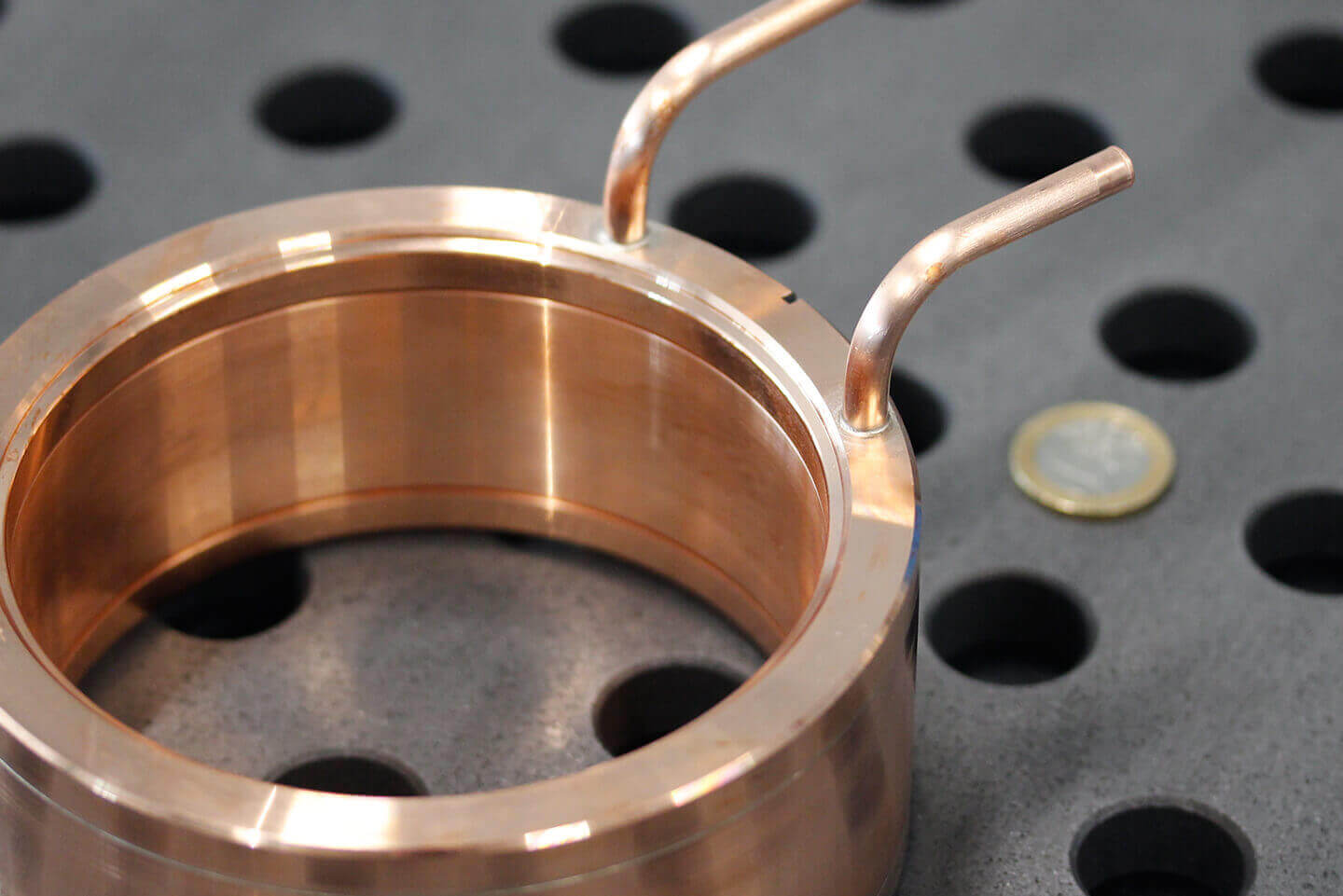
Formenbau.
- Kupfer / Kupferlegierungen an Stahl
Viele Bauteile und Werkstücke, die hohen Belastungen und Anforderungen standhalten müssen, lassen sich nur mit der Vakuumlöttechnik fertigen. Dazu zählen beispielsweise auch elektronische Komponenten, die in der Raum- und Luftfahrt oder der Automobilbranche zum Einsatz kommen.
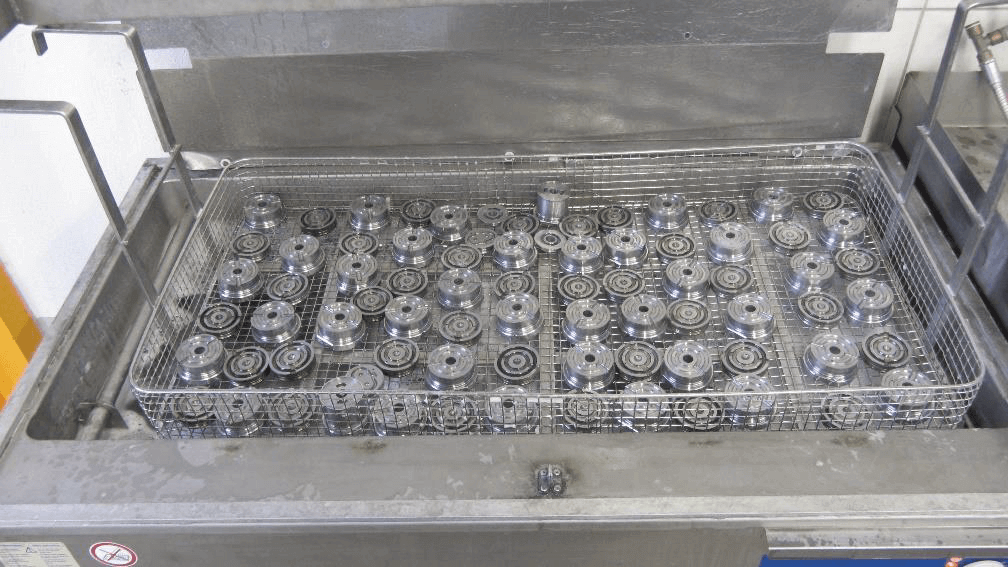
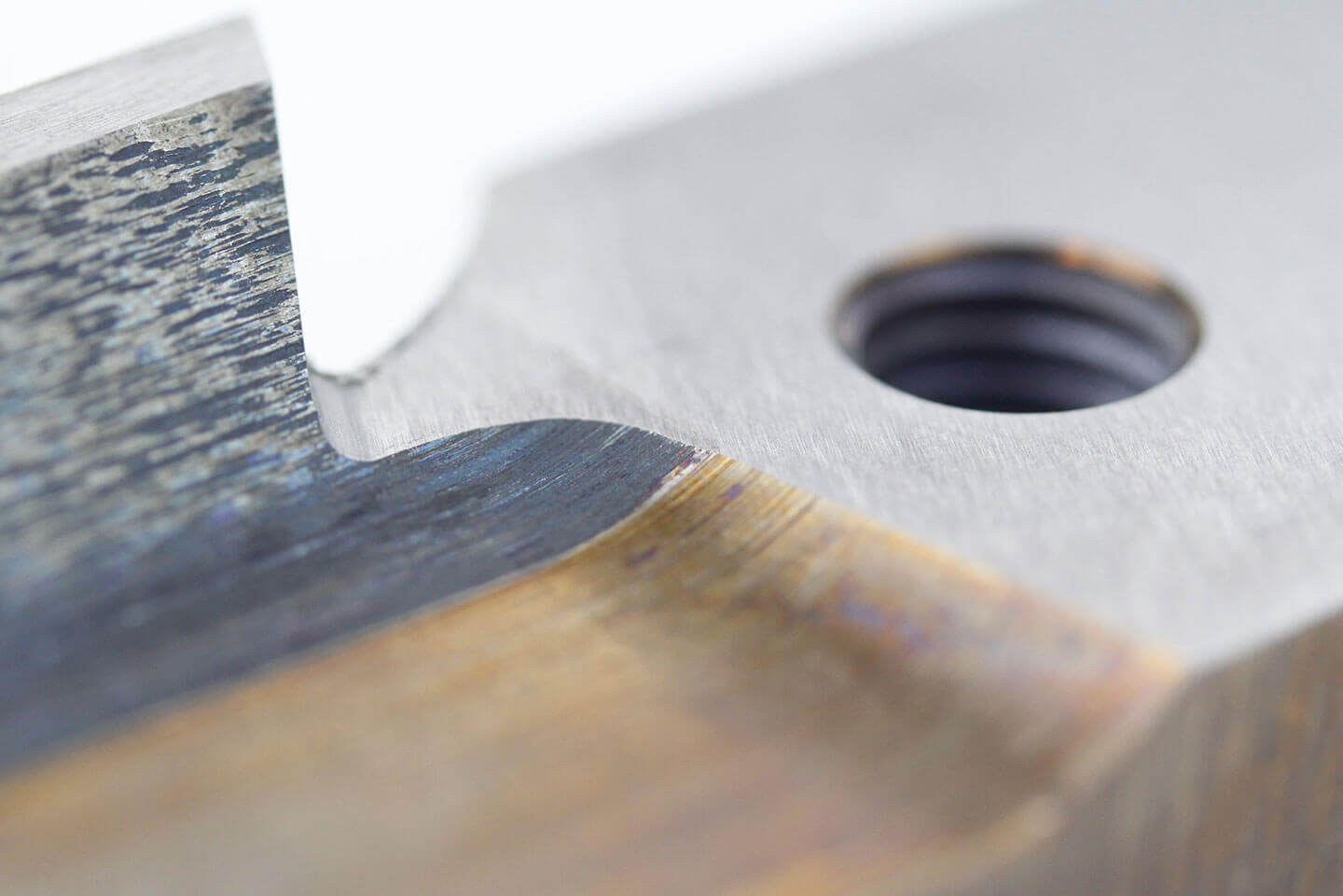
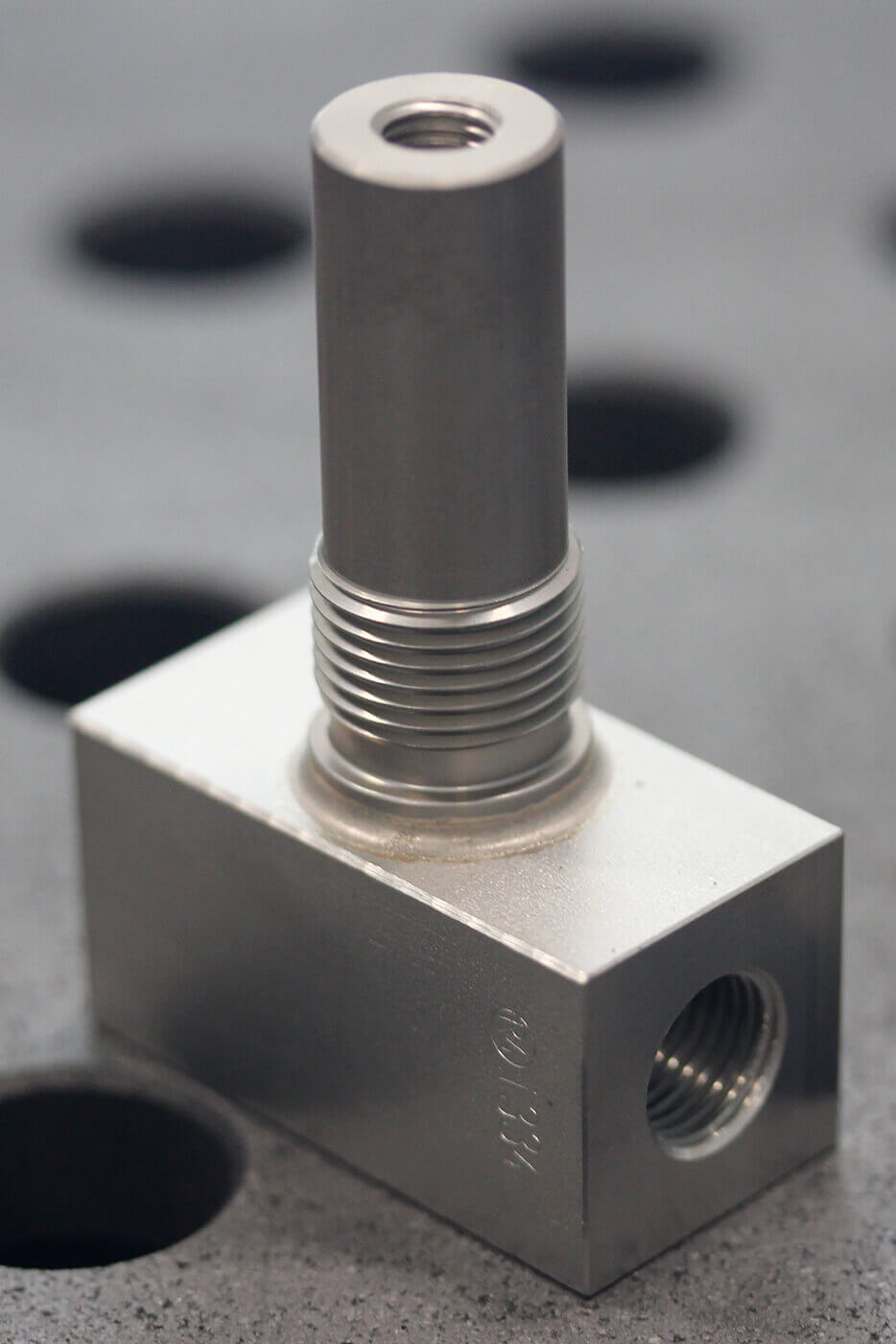
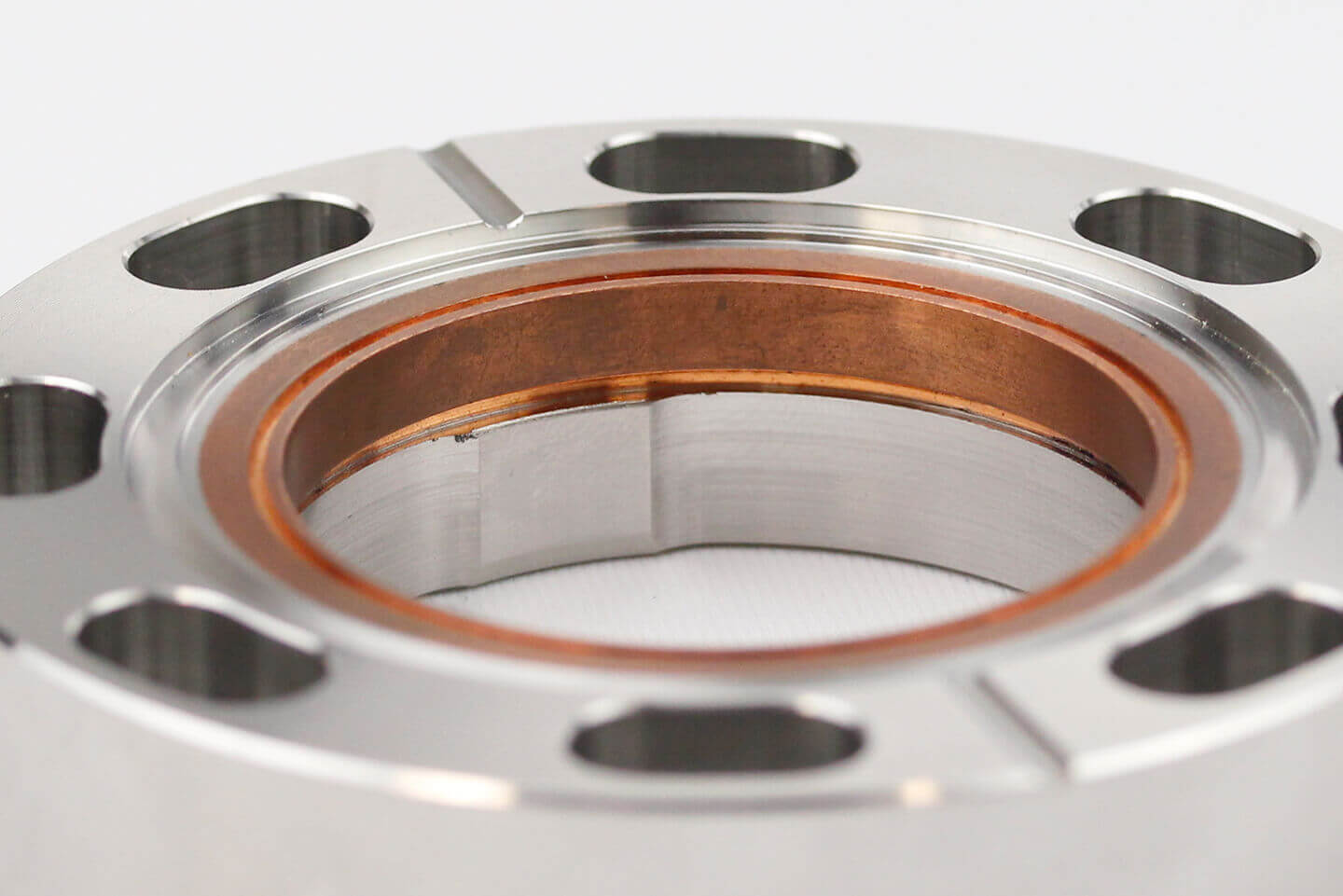
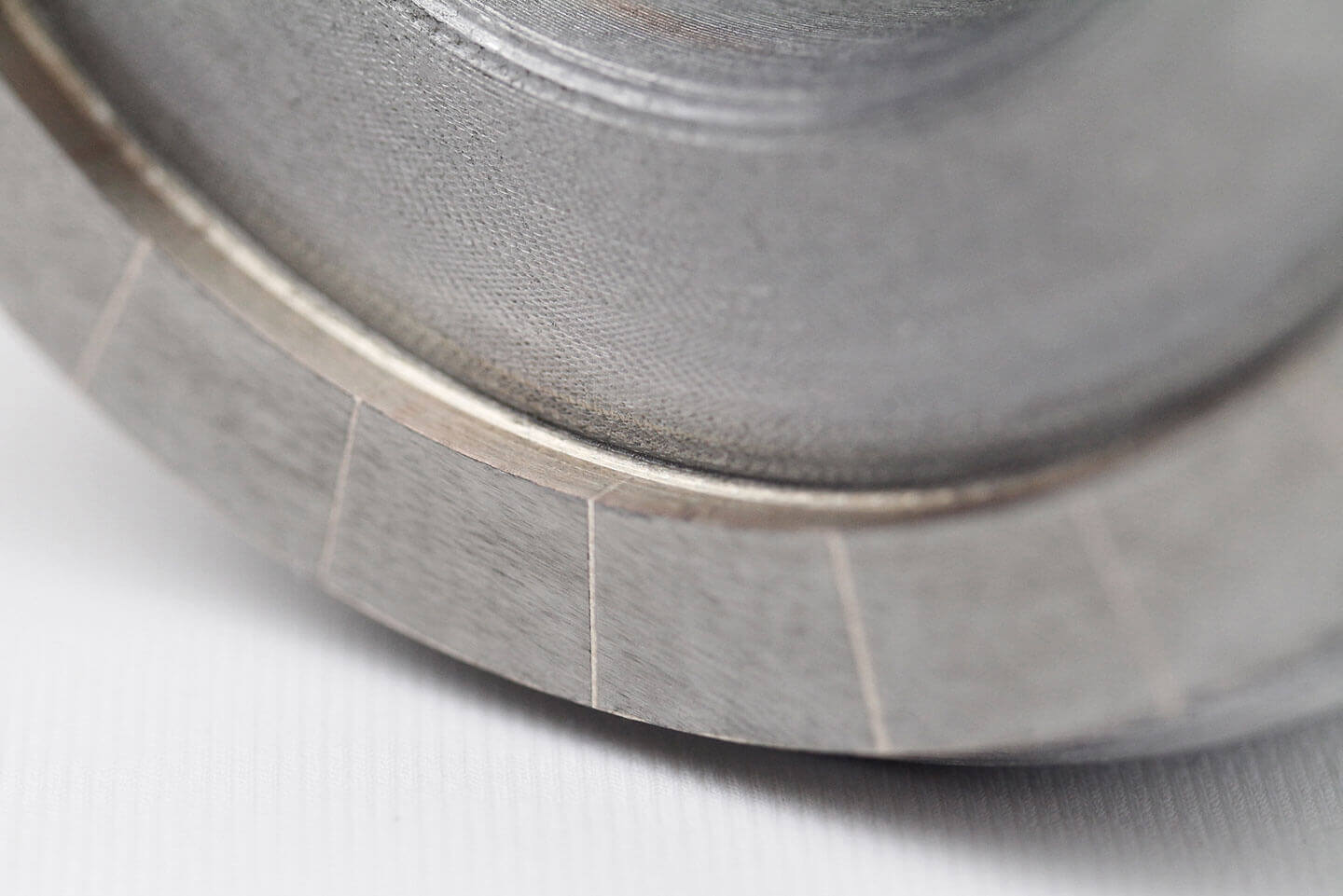
Lötbeispiele.
Die untenstehenden Lötbeispiele sind ein Ausschnitt unseres Dienstleistungsangebots.
Bauteile, die durch Vakuumlöttechnik zusammengefügt werden, kommen in vielen Anwendungsbereichen zum Einsatz. Angefangen bei einfachen Massenbauteilen, über Einzelteile in der Lebensmittelindustrie, bis hin zu komplexen Komponenten des Turbinenbaus. Sämtliche Branchen haben hohe Anforderungen wie Korrosionsbeständigkeit, Formgenauigkeit oder Spaltfreiheit, die die eingesetzten Bauteile erfüllen müssen. Mit der Vakuumlöttechnik können diese Anforderungen realisiert werden. Weitere Anwendungen / Werkstoffkombinationen sind möglich.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}